


")
Berita Terbaru Astrans
IML at NPE - New Machines Showed Their Stuff In Sophisticated Molding Demos
Senin, 12 November 2012 11:58


Today’s hyper-competitive molding environment requires more—more speed, more power, more precision, and more automated functions accomplished in and out of the mold. That’s exactly what injection machinery suppliers were offering at NPE2012 in complex molding demonstrations aimed largely at automotive, medical, and packaging applications. These were some key themes of the exhibits:
•Lots of new all-electric machines, especially beefed-up models meant to prove that servos can compete in high-output packaging applictions.
•Plenty of new hybrids as well, including many space-saving two-platen models. Many “hybrids” only in the sense that servo or inverter motors drove their hydraulic pumps.
•Super-high-speed molding of caps with electric or hybrid presses and with 100% inline quality inspection.
•Multi-material molding and in-mold assembly.
•Liquid silicone rubber (LSR) molding, alone or overmolded onto thermoplastics.
•In-mold labeling (IML) becoming more sophisticated and adding more functions.
Injection molding news at the show was too voluminous to present in one article. Next month, we’ll report on controls, robots, hot runners, and other tooling developments from NPE. Also, see our March show preview for additional news that isn’t repeated here.
BEEFIER ELECTRICS FOR PACKAGING
JSW Plastics Machinery introduced all-electric models in its J-AD series from 220 to 650 tons specifically for high-speed packaging. They have reinforced bed frames to support heavy stack molds, along with linear guide rails for the moving platen and sliding shoes for stack-mold center plates. Besides 30% higher mold-weight capability, they have bigger motors, 50% faster injection acceleration/deceleration response, 24:1 mixing screw with higher rpm (yielding 20% greater PP plasticating capacity), extended daylight, 20% faster clamp movements, 20% less platen deflection, 100% greater nozzle-touch force (using a hydraulic cylinder), and greater heater capacity.
In addition, the models have 2.5X greater electrical capacity than a standard machine so they won’t overheat during high-speed molding. The regenerative braking system recovers around 6% of energy from mold open/close operations.
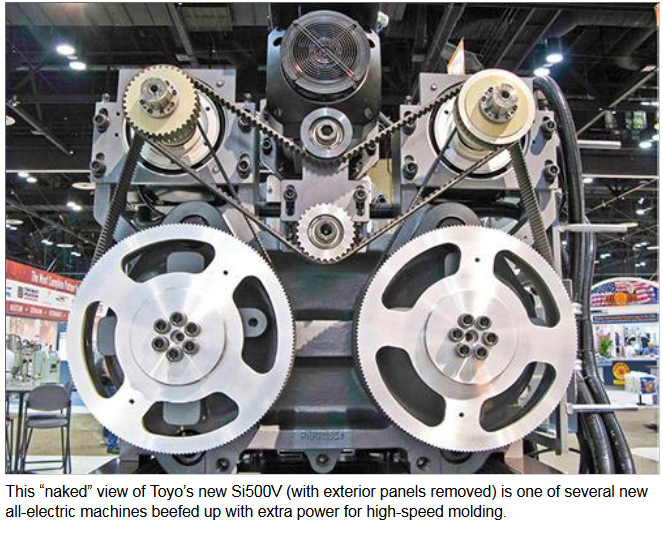
Maruka USA exhibited the latest all-electric model from Toyo Machinery & Metal Co. of Japan. The Si500V is a 500-ton model in the Si-V series from 35 to 940 tons. These models are beefed up with 30-40% larger servomotors than competing machines, as well as larger ballscrew systems. The series also has wider tiebar spacing and a new V-slant toggle with a greater tilt angle that reportedly provides more uniform distribution of clamp force over the platen. The upgraded System 500 controller has a 5X faster processor than before.
Milacron also showed off some new features on its PowerPAK all-electric series of 440 to 1125 tons. These include water-cooled drives and enhanced diagnostic and maintenance information on the drives in the control system, which includes a built-in energy monitor. Also new is optional high-force electric injection, designed especially for PET preforms. These machines offer optional accumulator-assisted hydraulic injection and ejection (a 330-ton model is available only in this configuration).
Milacron demonstrated the PowerPAK’s suitability for high-speed, high-volume stack-mold applications: A 550-tonner with two-stage, screw/plunger electric injection unit molded thin-wall PP lids in a 2 x 4-cavity stack mold on a 4.8-sec cycle. The machine had stack-mold support shoes and “greaseless” tiebars—said to be unusual for all-electric stack-mold operation.
Also new from Milacron is the Varian Turntable, a rotary platen for multi-shot molding. Servo drive makes it faster and more precise. It’s also grease-free. It comes in seven standard sizes to fit machines from 330 to 3300 tons.
Toshiba Machine Corp. demonstrated its latest-generation EC SX all-electric presses at work cells in its booth. The high-speed molding cell had a 390-ton EC390SX molding PS spoons in 32 cavities on a 3.9-sec cycle. The machine had a special high-speed clamp with a more powerful motor, which provides a 14% shorter dry-cycle than a standard EC SX model. Another packaging cell is discussed in the IML section below.
Baca Selanjutnya: IML at NPE - New Machines Showed Their Stuff In Sophisticated Molding Demos
IML Electrostatics Are The Way To Go
Senin, 12 November 2012 08:29
Applying a static charge to hold the label in the injection mold eliminates the need for vacuum ports that addsignificantly to the cost of making and maintaining the tool
Applying a static charge to hold the label in the injection mold eliminates the need for vacuum ports that addsignificantly to the cost of making and maintaining the tool. While the in-mold labeling (IML) pro cess for injection molding has been around for over 25 years, interest has snowballed in the last two. Applying the label during molding eliminates a secondary step for pad or screen printing or label application, as well as corona or flame treating. More important, the end result is permanent. This makes it especially attractive for product-liability and instructional information, as well as UPC codes, logos, and decoration. IML is also cleaner and more sanitary because there’s less handling of the product. And recyclability is enhanced if the label material is the same as that of the molded part.
Although there are numerous ins and outs of IML technology, one of the most important considerations is how the label is held in place in the injection molding tool. In many applications, electrostatics offers a reliable and cost-effective alternative to the use of vacuum for holding the label in its proper location in the die. This approach can provide distinct benefits to the molder as well as the molder’s customer and the end user.
Holding with vacuum
A label can be held in the desired location in the mold by specially designed and machined vacuum ports. The sequence is as follows: A robot picks up the label from a magazine, places it in the proper position in the die, the vacuum is turned on, and the mold is shot.
Designing and machining the die to incorporate vacuum can add significant cost to the tooling. Next, the label must be substantial enough to prevent it from being sucked into the vacuum ports, causing a deformed image or “pimples” on the surface of the finished product. Vacuum passages in the molding die may also result in non-uniform die temperatures.
In addition, it is very important that the robot does not miss the label. Injecting the mold without a label in place can result in very time-consuming and costly downtime to remove the die and clean out all the vacuum ports and passages. To prevent this requires a means of detecting the vacuum and stopping injection of the polymer into the die.
The use of vacuum appears to be most advantageous when the shape of the molded product requires complex preformed labels or when the molded part and/or label is required to have a textured surface.
Holding with electrostatics
Use of electrostatics in the IML process offers cost and reliability benefits by eliminating the need for vacuum in the die. When a static charge is placed on a label of suitable material and construction, the label will be attracted electrostatically to the grounded metal surface of the die and may stick with excellent adhesion for up to several minutes.
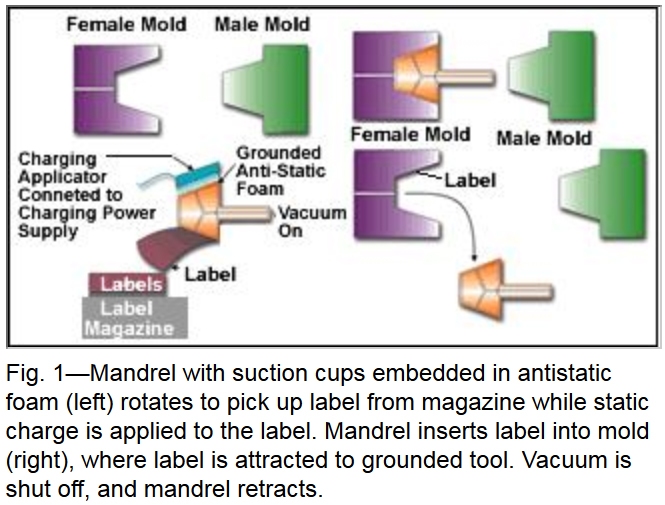
In the electrostatic process, the robot picks up the label from the magazine with suction. A high static charge is placed on the label either as the EOAT with the label approaches the press or as the label approaches the die surface. The robot positions the label, releases the vacuum, and the label is transferred to the surface of the die. No vacuum in the die nor adhesive on the label is needed (see Fig 1).
Although some injection molders have attempted to charge the label and place it in the die manually, experience has shown this to be a labor-intensive and unreliable approach that also slows down the press cycle.
Using electrostatics to their full advantage requires the following components:
- A robot with a suitably designed end-of-arm tool (EOAT).
- A label magazine.
- A high-voltage DC charging power supply with 30-kV adjustable output capability.
- A label of proper material and construction to accept and maintain a static charge.
Standard charging method
Although incorporating the charging applicator(s) on the EOAT offers a high degree of reliability and repeatability, it presents somewhat of a challenge for the designer of the EOAT. The applicator may be a straight static-charging bar of some specified length having a row of emitter pins, or it may be a series of individual emitter modules. The style and number of applicators required depends upon the size and shape of the label and contours of the die surface where the label is to be placed. Therefore, each EOAT will require its own unique charging applicator set-up.
While the label is being held by the suction cups on the EOAT, the charging applicators are located directly behind the label (Fig. 2)
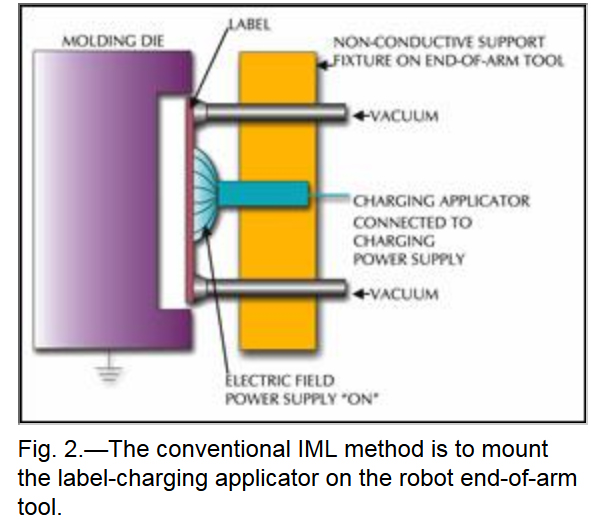
. The emitter pins typically face the back of the label from a distance of about 1 in. When the robot places the label against the die surface, the charging power supply is turned on for a period of about 0.5 to 2 sec. This places a static charge on the label and the label instantly adheres to the grounded metal die. The vacuum is turned off and the robot extracts the EOAT from the press.
When designing the EOAT to incorporate the charging applicator, a few guidelines should be considered to assure optimum label charging. For example, if the emitters are to be placed 1 in. behind the label, any metal parts of the EOAT should be grounded and at least 1.5 in. away from the emitters. Metal any closer than this will attract some of the electric field from the charging applicator, resulting in less charge on the label.
If individual emitters are to be mounted on a plate that also holds the vacuum suckers, the plate must be made of a nonconductive material such as polyethylene, PTFE, PVC, UHMW-PE, or acrylic. Any component of the EOAT close to the charging applicator should be made of a nonconductive material, if that can be done without sacrificing strength and structural integrity. Any component that is electrically conductive (metal) must be grounded.
Two types of charging applicator are available: current-limited and non-current-limited. Current-limited types come in the straight static-bar style or as individual emitter modules. They contain a resistor that is in series with the high-voltage supply. The advantage is that this applicator will not “hard arc” if it gets too close to the metal and offers a high degree of safety if personnel should accidentally touch it while energized.
A hard arc is a high-current arc-over, usually seen as a distinct bright white or yellow spark from the high-voltage emitter of the charging applicator to a conductive surface, such as the cavity of the metal mold. This can occur when a non-current-limited applicator is positioned too close to the mold or when its operating voltage is set too high. The high-voltage energy from the applicator’s emitter breaks down the insulation properties of the air between the emitter and the grounded metal surface of the mold, causing the arc. Such arcs can cause pits in the die surface and radio-frequency interference (RFI) that may affect microprocessor controls of the robot or the press.
In contrast, the current-limited applicator’s resistor limits the amount of current that can be drawn from the emitter, thereby preventing a high-voltage arc.
Some of the newer electrostatic power supplies contain arc-sensing circuitry designed to protect the solid-state components of the power supply when it is used with a non-current-limited applicator. If excessive current draw is sensed by the power supply, its control circuitry immediately goes into arc-protection shutdown mode, which turns off the high-voltage output to protect the power supply’s sensitive electronics. When this happens, static charging is interrupted. That can be a common and troublesome occurrence when non-current-limited applicators are used.
As another safety precaution, the high-voltage cable from the charging applicators to the power supply must be supported along the robot arm with sufficient slack to allow for the required movement with the least physical stress on the cable. These cables should be inspected on a weekly basis and replaced if fracture, abrasion, or weakness of the cable is detected.
Do you know Heat transfer and hotstamping with Decoration for 3D part
Selasa, 06 November 2012 11:48
Do you know Heat transfer and Hot stamping with Decoration for 3D part
![]()


Bottle Houseware Cosmatics
Durable Color Decoration for 3D Parts
Heat-transfer & Hot Print process that got its start in the 1997s for use in textiles, has advanced in recent years to provide wear-resistant, full-color surface decoration of flat objects like mouse pads and tiles. Even more recently, it has proved applicable to three-dimensional products.
Developed by Astrans Hotstamping Indonesia technology allows for transfer of a full spectrum of colors, shades, and designs to a variety of surfaces, including plastics, metals and glass. The company holds the process patents for the 3D decorating technology, which it uses for custom decorating and also licenses to others.
Baca Selanjutnya: Do you know Heat transfer and hotstamping with Decoration for 3D part
Apa yang dimaksud dengan Hot Stamping ?
Selasa, 15 November 2011 07:12

Hot stamping adalah proses pencetakan kering di mana pigmen warna atau bahan logam ditransfer dari lembaran film terus menerus ke objek yang dihiasi. Penerapan dikendalikan oleh panas dan tekanan, melepaskan warna dari film pembawa menggunakan gambar kering atau roller dan obligasi secara permanen ke objek yang dipilih. Proses ini bersih, kering dan cepat, dan bebas dari masalah umumnya terkait dengan proses pencetakan tinta basah.
Anda jumpai hot stamping di item sehari-hari seperti kartu ucapan dan sampul buku, lemari TV dan wadah kosmetik, peralatan dan mainan, daur ulang kontainer dan pena titik bola. Dari yang sederhana "daun" emas untuk empat reproduksi warna proses foto, hot stamping adalah teknik dekorasi biaya efisien yang mudah diatur, bersih untuk beroperasi, dan mampu menghasilkan produk-produk yang akan berlangsung selama bertahun-tahun saat membuat profit center untuk Anda bisnis yang Anda mungkin telah diabaikan.









